Share
Pin
Tweet
Send
Share
Send

Nei meccanismi degli anni precedenti di produzione (macchine, scatole del cambio, trasmissioni), gli ingranaggi e gli ingranaggi erano spesso realizzati in ghisa grigia, che con carichi bassi e medi non erano inferiori alle controparti in acciaio e il processo di fusione era più semplice ed economico dell'acciaio.

Ma la ghisa è fragile, e negli ingranaggi e negli ingranaggi con un brusco cambiamento nel carico o nel suo aumento, i denti si sono rotti e l'intero meccanismo è fallito. Certo, sarebbe meglio sostituire un ingranaggio o un ingranaggio con un dente mancante con un nuovo prodotto, il che non è sempre possibile. Quindi resta da provare a ripristinare il dente in un altro modo.

Una delle opzioni è legata alla preparazione meccanica del posto di un dente rotto, alla superficie di un materiale adatto alla resistenza e ad altre caratteristiche, e alla lavorazione della superficie per ottenere un nuovo dente esatto in geometria.
Attrezzature, dispositivi e materiali necessari
Per lavoro, abbiamo bisogno di:
- smerigliatrice e mini-trapano (trapano);
- torcia per saldatura ossigeno-acetilene;
- acari;
- biomeasure (testa di misurazione);
- tornio;
- carta vetrata;
- un albero con un dado e un arresto tubolare per il blocco e gli ingranaggi;
- una taglierina per formare un profilo della cavità tra i denti;
- asse di un mulino con acquisizione chiavi in mano;
- fresa a testa divisoria;
- strumento di misurazione (calibro a corsoio, micrometro), ecc.
Per colmare il divario tra due denti interi adiacenti in relazione a un dente rotto, abbiamo bisogno di:
- asta in silicone (silicone) di bronzo;
- flusso (parte principale: borace con una piccola miscela di magnesio);
- coperta di saldatura in fibra di vetro;
- stracci, tovaglioli di stoffa, ecc.
Il processo di ripristino di un dente rotto
Si compone di tre fasi:
- Preparazione del sito e riempimento (sigillatura) dello spazio tra due denti interi adiacenti rispetto a quello mancante.
- Realizzazione di un supporto per una fresa e un asse per il fissaggio del blocco ingranaggi e degli ingranaggi sulla macchina durante la lavorazione.
- La formazione del profilo del dente campionando il materiale depositato con una taglierina speciale su entrambi i lati.
Preparare il punto di saldatura

Poiché la ghisa grigia è difficile da lavorare meccanicamente, è quasi impossibile farlo con un mini trapano. È meglio e più veloce macinare un dente rotto usando una smerigliatrice.

Alla fine, puoi irruvidire la base con un trapano per irruvidire la base. Ciò fornirà una connessione più duratura del materiale depositato con la ghisa.


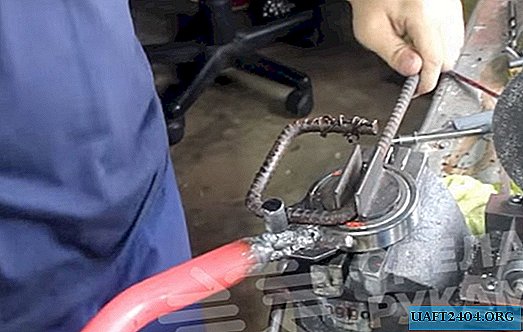
Processo di brasatura

Inizia con un riscaldamento completo e uniforme con un bruciatore a gas-acetilene, sia il punto di saldatura che le parti adiacenti dell'attrezzo. Altrimenti, aumenta la probabilità di crepe nella parte in ghisa.
Quindi il luogo di saldatura e un'asta di bronzo leggermente siliconica (silicone) vengono riscaldati in rosso, che dopo il riscaldamento viene abbassato in un contenitore con flusso, costituito principalmente da borace con l'aggiunta di una piccola quantità di magnesio.

Successivamente, un'asta di bronzo al silicone rivestita con un flusso viene posizionata sopra la cavità e fusa con la fiamma di un bruciatore a gas-acetilene. Questa operazione continua fino a quando la saldatura di bronzo siliceo riempie l'intero volume della cavità tra i denti interi adiacenti.
Alla fine di questa fase, in modo che la saldatura non si spezzi a causa del rapido raffreddamento, copriamo la parte restaurata con una coperta di saldatura in fibra di vetro e la lasciamo raffreddare lentamente per il tempo richiesto.

Il processo di lavorazione delle estremità dell'ingranaggio con saldatura

Blocciamo la ruota dentata nel mandrino del tornio e, usando la testa di misurazione, impostiamo il blocco con il minimo runout possibile, facendo cadere l'ingranaggio da un lato o dall'altro con un martello, se necessario.

Quindi con l'aiuto delle frese rimuoviamo l'afflusso di saldatura, che sporge oltre le estremità dell'ingranaggio. Alla fine della macinazione con carta vetrata, maciniamo i siti di lavorazione.


Preparazione del blocco e frese per il lavoro

Il blocco ingranaggi e gli ingranaggi sono montati su un tornio su un asse pre-preparato serrando il dado e l'arresto cilindrico.

Per realizzare un supporto per la fresa, prendiamo un'asta di acciaio di una certa lunghezza e un po 'più grande di diametro rispetto al foro dell'utensile. Lo fissiamo nel mandrino del tornio e da un'estremità eseguiamo prima un piccolo foro con un trapano centrale, che poi espandiamo con un trapano a spirale delle dimensioni richieste.
Successivamente, nella contropunta della macchina, fissiamo il rubinetto e lo inseriamo nel foro all'estremità dell'asta. Riprendi la paletta e taglia a mano il filo, ruotando il rubinetto con la manopola. Nella filettatura risultante, avvitiamo un bullone fatto in casa con una testa cilindrica piatta e due ritagli rettangolari posizionati simmetricamente rispetto al centro dell'asta per afferrare con una chiave speciale.


Quindi terminiamo l'asta dall'altro lato e la foriamo alla lunghezza richiesta sotto il diametro del mandrino della fresatrice. La tornitura viene eseguita con un controllo periodico del diametro per non indebolire le dimensioni. Alla fine, maciniamo l'area di tornitura con un nastro abrasivo e lo puliamo con un panno.
Formazione del profilo del dente

Fissiamo il supporto della taglierina nel mandrino della fresatrice e maciniamo l'asta alla dimensione del foro nel mulino, misurando periodicamente il diametro con un micrometro. Alla fine, macinare il solco con carta vetrata e pulire con uno straccio.
Mettiamo il cutter sul supporto e lo fissiamo all'estremità con un bullone di fissaggio, prima a mano e alla fine con una chiave speciale con un cacciavite. Installare la testa divisoria e la contropunta sul desktop della fresatrice. Bloccando un'asta d'acciaio perfettamente uniforme tra loro, esponiamo questi nodi per garantire il massimo allineamento nei piani verticale e orizzontale. Per fare ciò, utilizzare le teste di misurazione e regolare la posizione della contropunta rispetto alla testa di divisione. Dopo l'esposizione, questi nodi vengono fissati saldamente al tavolo della fresatrice.
L'operazione più importante è l'allineamento preciso della taglierina rispetto all'ingranaggio da ripristinare. Per questo usiamo una pinza, un micrometro, un righello di metallo.


Dividi la caratteristica della testa per il numero di denti e ottieni il numero di giri del manico per 1 dente. Di solito si ottiene un numero frazionario. Quindi questo valore è sul cerchio del divisore.
Ora puoi accendere il mandrino della fresatrice e iniziare a formare una delle cavità del dente restaurato. È meglio farlo in 2-3 passaggi, in modo da non danneggiare la superficie. Quando si forma un dente, è necessario rimuovere le particelle del materiale da tagliare dal tronchese e lubrificare lo strumento. Successivamente, ritiriamo la taglierina e ruotiamo la marcia esattamente di un passo con una testa divisoria e ripetiamo l'operazione precedente.


Un commento
Perché prendere il bronzo al silicio per formare un dente su un ingranaggio in ghisa? Non è più affidabile preparare una cavità tra i denti con un elettrodo in ghisa e quindi elaborarlo con una taglierina?
Se lo fai, quindi a causa dell'alta temperatura, la ghisa viene "sbiancata" e vengono create aree che praticamente non possono essere lavorate. Il bronzo siliconico ha una resistenza simile alla ghisa grigia e una resistenza alla trazione ancora maggiore. Inoltre, la sua elaborazione, come abbiamo visto, non è affatto difficile.
Share
Pin
Tweet
Send
Share
Send