Share
Pin
Tweet
Send
Share
Send

Se il fermo sul cavo di controllo dell'acceleratore del carburatore è strappato, può essere rapidamente ripristinato da solo e non sarà necessario acquistare un nuovo cavo. Per fare questo, è sufficiente lanciare un nuovo boss dalla scatola.

Di cosa abbiamo bisogno
- Stampo pieghevole per colata;
- Bruciatore a gas;
- Flusso e stagno (la saldatura è meglio prendere sotto forma di un filo);
- Vise.
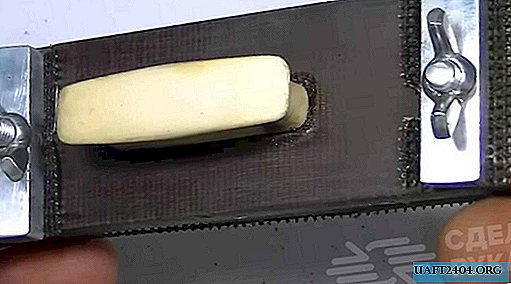
Stampo da colata
Ci vorranno due piccoli pezzi di foglio di alluminio industriale con uno spessore totale di 1 cm. È auspicabile che il foglio inferiore sia 6 mm e la parte superiore sia 4 mm.

Dovrebbero essere uniti con un normale bullone.

Successivamente, eseguiamo un foro per la fusione futura con un diametro e una profondità di 8 mm. Deve essere posizionato in modo tale che tra il bordo delle piastre e il foro sia circa 5 mm, non di più. Dall'estremità, praticiamo un foro per il cavo in modo che il suo centro si trovi alla giunzione dei fogli e al centro della cavità sotto il riempimento.

Preparazione del modulo
Per riempire uniformemente l'intero volume del nostro modulo con la saldatura, è necessario trattare la superficie con flusso.

Non ha bisogno di essere dispiaciuto - una sovrabbondanza non sarà affatto superflua. Riempiamo il modulo con il flusso e lo riscaldiamo con un bruciatore a gas.

Dirigiamo la fiamma sul materiale in foglio della forma e non sul foro. L'alluminio ha un'alta conduttività termica e molto presto il flusso inizierà a bollire, trattando qualitativamente tutte le superfici del foro di riempimento.
Anche il bordo del cavo che farà parte del nostro casting deve essere trattato con un flusso in modo che, quando è immerso nella fusione, la saldatura sia saldamente "bloccata" su di essa.

Casting il boss
Prendiamo la lega per saldatura, continuando a riscaldare la base del modulo e ad immergerlo nel foro.

Stiamo aspettando un completo scioglimento. Non salvare: il volume del modulo deve essere compilato in eccesso. Inseriamo l'estremità del cavo con lo strato di flusso applicato fino all'arresto, ruotandolo leggermente e spostandolo in diverse direzioni.


Chiudiamo il bruciatore e aspettiamo che la saldatura si raffreddi lentamente. Usando uno scalpello o un coltello, allinea la parte superiore del riempimento, rimuovendo il metallo in eccesso, fino a quando non si solidifica.

In nessun caso dovresti raffreddare specificamente il modulo con acqua: una latta rapidamente solidificata diventerà molto fragile e il boss fallirà rapidamente. L'intera complessità di questa sezione di lavoro consiste nel mantenere il cavo nella posizione corretta fino a quando la saldatura non si solidifica.

Dopodiché, puoi liberare lo stampo e immergerlo in acqua per il raffreddamento finale, e solo allora svolgiamo i fogli: il boss si stacca facilmente dalle pareti.


Dopotutto, elaboriamo il boss con un file per rimuovere tutti i casting in eccesso.


Ora tutto può essere reinstallato sul tuo mezzo di trasporto preferito:

Risultati
Quando si lavora con una fiamma libera e metallo fuso, è necessario osservare le norme di sicurezza (è severamente vietato eseguire tali lavori vicino a sostanze combustibili) e fare attenzione a non scottarsi.
Come puoi vedere, la procedura di recupero è molto semplice e con la preparazione del modulo può richiedere fino a 10 minuti, non di più. Confrontando la parte di costo e il costo di un nuovo cavo, è possibile ottenere una valutazione materiale dello sforzo.
Share
Pin
Tweet
Send
Share
Send