Share
Pin
Tweet
Send
Share
Send

Avrà bisogno
Per realizzarlo, sono necessari tempo, notevole impegno, massima precisione e i seguenti materiali:

- bullone in acciaio inossidabile M20 × 70;
- rotella del pollice;
- strumenti per applicare numeri alle ruote;
- sfere d'acciaio;
- filo di acciaio per molle (0,3 e 0,8 mm).
Dall'attrezzatura non possiamo fare a meno:
- tornitura, foratura e fresatrice;
- vizio di metallo;
- pinze;
- seghe a mano per metallo;
- smerigliatrice;
- forbici per il taglio di carta e metallo;
- mandrini per molle a spirale e anello elastico.
Tecnologia di produzione
Il lavoro consiste in tre fasi: produzione di parti e assiemi, assemblaggio e installazione di una combinazione di codici di numeri.
Produzione di parti e assiemi
Chiusure laterali
Su un tornio, dividiamo la testa del bullone in due metà e foriamo l'asta alla profondità del profilo del filo.


Fissiamo una parte dell'asta in una morsa e la vediamo con una sega metallica in due metà longitudinali.


Su una delle piastre esagonali con l'aiuto di un modello e un pennarello, applicare il contorno del cuscinetto laterale della serratura.

Maciniamo esagoni incollati sul macinino lungo il contorno disegnato del rivestimento laterale della serratura e foriamo le estremità.


Inseriamo nei fori le "gambe" dei motivi rotondi utilizzati solo per visualizzare il contorno delle piastre laterali della serratura sulla smerigliatrice.

Sulla perforatrice con un trapano e una fresa nelle piastre laterali formiamo il profilo di finitura dei fori. Intorno al grande buco uniformemente in un cerchio eseguiamo una fresa di 9 rientranze.

Usiamo un cerchio morbido per lucidare tutte le superfici delle piastre laterali della serratura.


Perni
Dei 4 semicilindri, utilizzando un morsetto speciale, affiliamo una barra rotonda sul tornio al centro del pezzo.




Il primo perno è per le ruote sul lato del supporto. Da un lato, ha una sede per un foro, dall'altro - una scanalatura anulare per un anello di sicurezza e un foro cieco.


Con una fresa, eseguiamo una scanalatura longitudinale in essa per l'intera lunghezza del foro cieco.




Il secondo perno sul lato di fissaggio appare come un'asta rotonda solida con una sede per un foro nella piastra laterale della serratura e foratura longitudinale cieca.






La terza chiave a perno sul lato mobile si estende anche sotto il cilindro solido. Quindi, da un lato, viene bloccato nella cartuccia con una guarnizione per compensare l'asse del rullo dal lato rispetto all'asse di rotazione della cartuccia. Di conseguenza, quando si lavora con una taglierina, si forma un tenone rotondo di diametro inferiore, il cui centro non coincide con il centro del perno.



Quindi, mediante la fresatura, formiamo due ripiani su entrambi i lati del tenone offset. Di conseguenza, esce un'asta con due facce collegate da archi circolari.

Con la stessa taglierina, riduciamo la sezione trasversale dell'asta dal lato più grande mediante lavorazione simmetrica.


La fresa esegue 5 scanalature rettangolari e uguali. Di conseguenza, si formano anche 5 sporgenze uguali.
Lime, lime e carta smerigliata danno al nucleo con tutte le sporgenze la forma desiderata e arrotondano i bordi e le nervature. Alla fine, questa e tutte le altre aste sono lucidate con un cerchio morbido.



Inserire l'asta in posizione nel cuscinetto laterale della serratura.
Il quarto perno, che svolge la funzione dell'asta superiore sul lato mobile, è forato alla dimensione del foro nella piastra laterale della serratura e, da un lato, è archiviato in un emisfero con un file e un cerchio morbido. Lo inseriamo anche al suo posto.



Saldatura, levigatura, lucidatura
Saldiamo tutti i perni sul retro alle piastre laterali della serratura.

Maciniamo e lucidiamo le saldature sulla smerigliatrice, arrotondiamo i bordi con una lima, finiamo con carta vetrata e lucidiamo con un cerchio morbido.

Con una serie di file, formiamo una scanalatura all'estremità del perno con una fessura longitudinale. Proviamo a inserire i perni mobili nei fori di quelli immobili.



Ruote in ottone con numeri
Realizziamo 4 ruote in ottone con numeri. Tagliamo i loro pezzi dopo aver scanalato le dimensioni su un tornio, prima praticando un foro passante al centro e espandendolo, da un lato, ad una certa profondità.





La ralla si differenzia dalle altre per la presenza di una scanalatura centrale su entrambi i lati, una delle quali è più profonda dell'altra.
Colonne di numeri per la stampa su generatori a ruota sono stampate su carta a specchio in silicone.
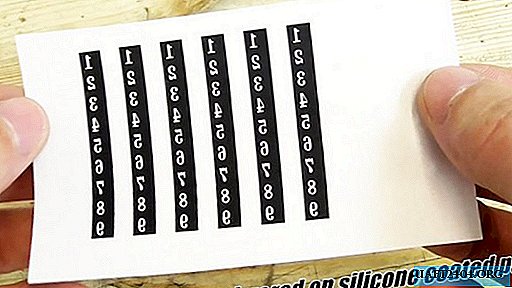
Tagliamo le strisce verticali di numeri con le forbici e le incolliamo sui generatori delle ruote.

Traduciamo i numeri sulla superficie delle ruote formatrici, facendole scorrere attorno alla suola del ferro caldo. Di conseguenza, la carta si separa e uno strato di silicone con numeri si attacca all'anello.


Per protezione, tutte le superfici delle ruote, ad eccezione di quelle che si formano con i numeri, sono ricoperte di smalto per unghie.

Stringiamo le ruote sul filo, lo mettiamo sul fondo della cella inclinata e lo riempiamo con una soluzione di cloruro di ferro per l'incisione per 45 minuti, il che rende le ruote attraenti e i numeri sono contrastanti.


Successivamente, stringiamo le ruote su un mandrino speciale, serriamo con un dado e fissiamo il mandrino del tornio. Successivamente, elaboriamo il blocco ruota con carta vetrata e lucidiamo con un panno di pile.
Blocciamo le ruote in un supporto speciale e utilizziamo una fresatrice per realizzare una scanalatura semicircolare con un mulino e uscire a un grande foro.
Alle estremità delle ruote eseguiamo 9 rientranze uniformemente in un cerchio.


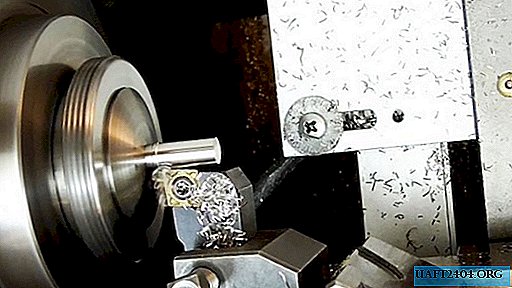
Fissiamo le ruote una ad una sul mandrino e fissiamo il mandrino del tornio. Portiamo la zigrinatura regolata sulla ruota, le lubrificiamo con olio e accendiamo la macchina. Una tacca circolare è rotolata su una ruota all'estremità di una striscia stretta.


Il cutter rimuove le sbavature dall'estremità della tacca.
Eseguiamo con un trapano fori ciechi da 0,8 mm alle estremità delle ruote con una tacca opposta a una scanalatura semicircolare.

Ancora una volta, mettiamo le ruote a turno sul mandrino e applichiamo la vernice nera ai recessi digitali, rimuovendo l'eccesso con una superficie piana, premendolo contro una ruota rotante e quindi con un panno morbido.



Ulteriori dettagli, assemblaggio e codifica
Usando un mandrino speciale per le molle a spirale, montato su un tornio, produciamo 5 molle di questo tipo da filo d'acciaio per molle da 0,3 mm.


Per tenere il filo sul mandrino quando si avvolgono le molle, usiamo una pinza e per tagliare le estremità - forbici per metallo.
Per assemblare le ruote con i numeri, oltre alle molle, sono necessarie 5 sfere in acciaio per 2 mm.

Inseriamo nei fori ciechi delle ruote lungo la molla e copriamo con una palla dall'alto.


Quindi tutte e 5 le ruote con molle e sfere sono infilate sull'albero superiore.
Da un filo di acciaio per molle da 0,8 mm su un semplice mandrino bloccato in una morsa, con pinze e tronchesi, realizziamo un dispositivo di arresto per spremere e trattenere le ruote con i numeri sull'albero.

Mettiamo le pinzette su un'estremità del tappo nella scanalatura sull'estremità dell'asta, premiamo il tappo al centro, quindi il secondo bordo copre in modo affidabile e trattiene tutto ciò che si trova sotto di esso.



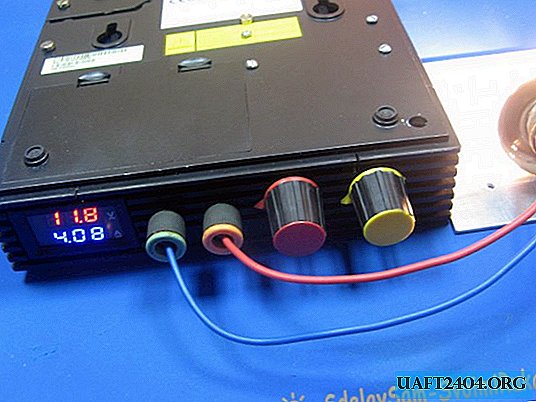
Resta da inserire la seconda parete laterale della serratura a codice con le aste al loro posto e il dispositivo è pronto per il funzionamento. Ma mentre il blocco è bloccato, perché è impostata una combinazione casuale di numeri. La composizione del codice è determinata dalla posizione degli elementi di bloccaggio sulle ruote ed è esclusiva per ciascun blocco.


Share
Pin
Tweet
Send
Share
Send